A Guide to Metal Stamping: Fundamentals
A Guide to Metal Stamping: Fundamentals
Metal stamping is an essential part of modern industry and is also the basis of most industries. This process is widely used in automobile manufacturing, home appliance production, electronic equipment and aerospace and other fields, its products are everywhere, whether in daily life, or in various industrial activities, we can find the shadow of metal stamping parts.
So, do you know how metal stamping works? Today, this guide will introduce the basic knowledge of metal stamping in detail, including the process and types, hoping to provide readers with comprehensive information and knowledge.
What is Metal Stamping?
Metal stamping is a metal processing method that uses a mold to apply external forces to metal sheets, strips, pipes and profiles on a press to produce plastic deformation or separation, so as to obtain the required shape and size of the workpiece.
Stamping is a processing method of metal cold deformation, so it is called cold stamping or sheet metal stamping, referred to as stamping. It is one of the main technologies of metal plastic processing (or pressure processing), and belongs to the category of material forming engineering technology.
More Resources: Metal stamping at WIKI
What are the Processes in Metal Stamping?
In the production process, in order to meet the requirements of stamping parts in shape, size, accuracy, batch and raw material properties, a variety of stamping processing methods are used. Generally speaking, stamping can be divided into two categories: separation process and forming process.
-
Separating Process
This process is the process of separating the stamping part from the sheet material along the preset contour line during the stamping process.
| Blanking | Blanking the parts or blanks along the closed profile to achieve the separation process from the sheet. |
| Punching | Punching along a closed profile on a blank or sheet material to separate the waste and obtain a perforated part. |
| Trimming | Blanking process to remove excess edge material from formed parts. |
| Notching | From the inside and outside edges of the blank or semi-finished part, blanking along an unenclosed profile to separate the waste. |
| Lancing | A blanking process in which part of the sheet material is cut along an open profile and bent downward. |
| Parting | A blanking process in which a semi-finished part is cut into two or more parts along an unclosed profile. |
| Shaving | A blanking process in which a layer of material is trimmed off along the blanking outer edge or inner hole of the semi-finished part to improve the dimensional accuracy of the part and the finish of the blanking section. |
| Cutting | Blanking process in which sheet metal is separated along an open profile. |
| Fine Blanking | The material is blanked under three-way pressure to produce a blanking process with no cracks and tears on the blanking surface and high dimensional accuracy. |
-
Forming Process
It is a part that produces plastic deformation to form the desired shape and dimensional accuracy without destroying the blank.
| Bending | The forming process in which a blank or semi-finished part is bent to a certain Angle and shape along a bending line. |
| Curling | A forming process in which the end of the sheet material is bent close to the closed cylinder. |
| Twisting | A process in which a blank is torqued so that it is twisted at an Angle. |
| Drawing | Drawing and pressing the blank into a hollow body, or drawing and pressing the hollow body into a smaller shape without a significant change in plate thickness. |
| Reverse Redrawing | The punch is reversely pressurized from the bottom of the hollow blank obtained from the initial drawing to complete the re-drawing in the opposite direction of the initial drawing, so that the internal surface of the blank is turned over to the external surface, thus forming a deeper forming process of the workpiece. |
| Ironing | The process in which the gap between the die and the die is less than the wall thickness of the hollow blank and the hollow blank is processed into a thin-walled part with a side wall thickness less than the wall thickness of the blank. |
| Bulging | Under the action of two-way tensile stress, plastic deformation is produced inside the hollow blank, and the forming process of the convex belly shape parts is obtained. |
| Sizing | A forming process that corrects parts to accurate shapes and dimensions. |
| Necking | A forming process that reduces the radial dimension of the end of a hollow or tubular blank. |
| Flaring | A forming process that enlarges the radial dimension of the end of a hollow or tubular blank. |
| Flanging | The forming process in which the edge of a flat or curved part of a blank is turned upright along a certain curve. |
| Half-Blanking | A forming process in which a convex hull is pressed out of the billet and plastic deformation is generated at the undulation. |
| Embossing | A forming process in which a bar is pressed out of the billet to produce plastic deformation at its undulations. |
| Burring | A forming process in which the edge of a perforated hole is produced by punching a pre-perforated semi-finished product or an unperforated sheet material. |
| Flating | A forming process in which uneven surfaces of billets or workpieces are flattened. |
| Printing | A forming process in which the surface of the workpiece is marked with a numerical description. |
| Drawing Bridge | A forming process in which the bridge position is pulled out from the billet to produce plastic deformation at the undulation. |
| Deburring | A forming process in which sharp edges or burrs are patted off along the outline of a blank or workpiece. |
| Chamfering | A forming process in which a sharp edge is collapsed along the contour of a blank or workpiece. |
| Punching Knock-Out | A forming process in which part of the sheet is cut along an unclosed profile and easily separated by hand. |
Common Types of Metal Stamping
In the daily metal stamping process, there are many different stamping types. The manufacturer will choose the most appropriate stamping method according to the shape, characteristics, thickness and production quantity of the target product. The following types of metal stamping are commonly used:
-
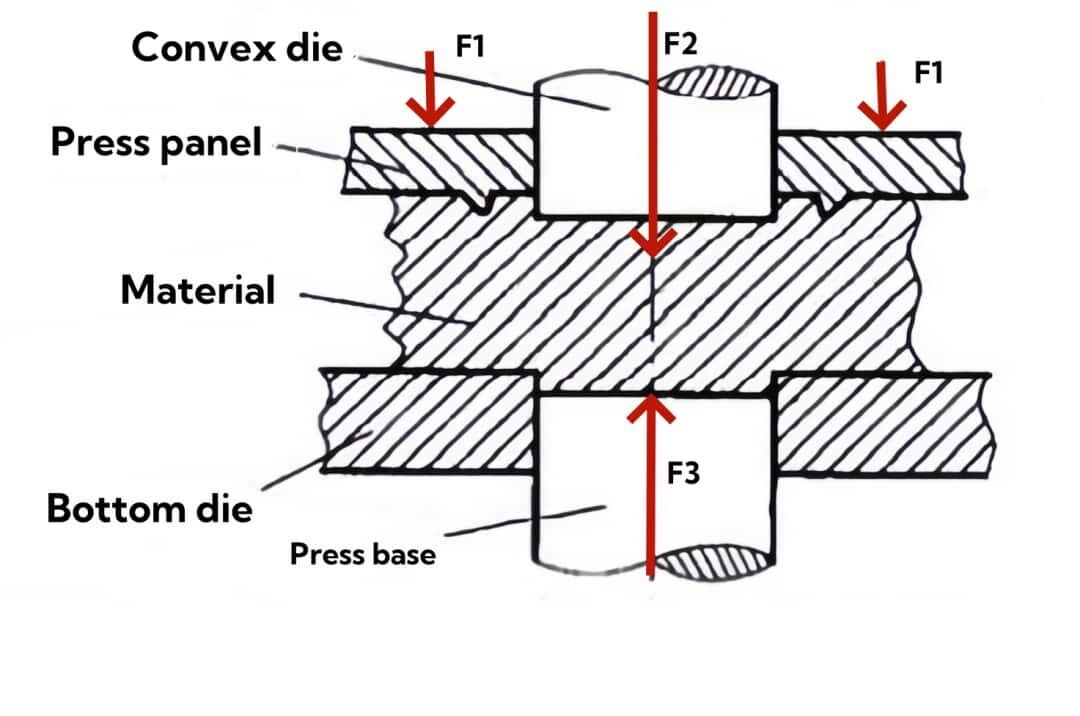
Fine Blanking
Fine blanking is a high-precision blanking method, which belongs to non-cutting processing technology and originates from the development of ordinary stamping technology. In this process, a three-way compressive stress state is formed by the pressing panel and the pressing base, and the deviating stress is reduced to zero or transformed into a compressive stress, so as to achieve bright and fault-free incision. The fracture is produced by plastic shear deformation, and the surface is smooth and burr free.
-
Single Process Stamping
Single process stamping refers to the press in a stroke, the sheet and blank in the die after a positioning, can only complete a process of stamping process. This type of stamping is characterized by low cost molds and low production efficiency, suitable for short-term stamping projects.
-
Composite Stamping
Composite stamping refers to the press in a working stroke, the sheet material in the die after a positioning, can complete two or more different processes at the same time stamping process.
-
Progressive Die Stamping
Progressive die stamping is an efficient stamping process, its working principle is to send a roll of flat thin metal material into the punching machine, through the progressive die of multiple stations are gradually processed. Each station completes specific operating steps, such as cutting contours, punching and bending. The material moves through narrow bearing bands between the various stations, ultimately cutting one or more parts at the end of the line, resulting in one or more customized metal stamping parts per machine cycle.
-
Transfer Die Stamping
Transfer die stamping is a metal working process, it is similar to progressive die stamping, but the parts are separated from the metal strip in the early processing stage and are transferred from one stamping station to the next by a mechanical transport system for processing. This process usually uses automatic feeding equipment and needs to be carried out on different presses.
-
Four Slide Stamping
Four slide stamping is a stamping process, suitable for processing curved, twisted complex parts. This process uses four sliding tools instead of one vertical slider to shape the workpiece through multiple deformations. Different tools can be installed on each slider, with relatively low cost and fast production speed. Four slide stamping is a very versatile type of stamping because it can be adapted to a variety of complex part machining needs.
-
Deep Draw Stamping
Deep metal drawing is a metal processing process that creates a deep plastic deformation along the mold cavity by applying a huge tension to the metal sheet, thereby creating a hollow part with a specific shape and size. In this process, the sheet metal is gradually stretched and stretched, while the wall thickness is thinned, and eventually a product with higher precision and good surface quality is formed. Deep draw stamping is often used in the manufacture of various metal containers, such as stainless steel POTS, aluminum cans, and some mechanical parts.
Benefits of Metal Stamping
- High production efficiency and automation:
The production efficiency of stamping processing is high, the operation is convenient, and mechanization and automation can be realized. The stroke frequency of the punching machine can reach dozens or even hundreds of times per minute, which greatly improves the production efficiency.
- High quality and consistency:
The stamping process is carried out by the die, which can ensure the dimensional accuracy and shape consistency of the stamping parts, so that the machined parts have stable quality and good exchangeability, and have the characteristics of “identical”.
- High material utilization rate:
Stamping processing is less, no chips processing, the utilization rate of raw materials is higher, reduce the waste of materials, reduce the cost .
- Wide range of application:
Stamping processing is suitable for all kinds of metal materials, can be processed into complex shape, thin wall, light weight, high strength parts, widely used in automobiles, electrical appliances, instruments, utensils and other fields.
- Environmental protection and energy saving:
Stamping processing does not require cutting edge materials, reduces energy consumption and waste generation, is an environmental protection and energy saving processing method.
- Process stability:
Through reasonable mold design and process parameter control, it can ensure the stable production of stamping parts and reduce the scrap rate.
Final Thoughts
The above is the basic knowledge of metal stamping, hope to help your future metal projects. At TenRal, we offer a full range of metal stamping services, including design, tooling and finished product delivery. Our team has the experience and expertise to tailor reliable and high quality metal stamping components to our customers.









